Производство металлоконструкций и трубных узлов
Основной перечень работ при производстве металлоконструкций и трубных узлов:
- Получение и приемка материалов необходимых для производства работ;
-
Маркировка, правка, разметка и гибка металла. Раскрой листового металла производится на установке плазменного раскроя и гильотинных ножницах.


-
Для изготовления фланцев и других заготовок и изделий, имеющих ось вращения, предусмотрен токарно-винторезный станок. Резка профиля и труб производится на ленточной пиле;


-
Резка и подготовка кромок, сверление отверстий. Участок подготовки располагает слесарными верстаками, оборудованными шлифовальными машинками. С помощью шлифмашинок производится подготовка поверхностей и торцов заготовок к сварке. После подготовки заготовки передаются в зону сборки и сварки с помощью мостового крана;


-
На участке сборки и сварки происходит сборка готовых элементов из заготовок металлоконструкций и трубных узлов. Зона сборки и сварки имеет сварочные посты, одновременно могут выполняться до 12 различных сварочных операций.









Перечень оборудования:
-
Установка плазменного раскроя металла Evolution Steel Max 6000x2000.
Резка низкоуглеродистой стали: практически без окалины – 32 мм;
- Технологическая (прожиг) –38 мм;
- Максимальная (от кромки) –64 мм;
Толщина резки нержавеющей стали:
- Технологическая (прожог) 32 мм;
- Максимальная (от кромки) 50 мм;
Толщина резки алюминия:
- Технологическая (прожог) 25 мм;
- Максимальная (от кромки) 50 мм.
-
Ножницы гильотинные гидравлические QC12K 20x2500, Максимальная толщина листа, допустимая для резки - 20мм

-
Гидравлический станок для гибки профилей «FACCIN RCMI 190»

-
3 валковый листогиб с двойным переподгибом «FACCIN 3HEL-1528».
Толщина гибки 1500мм * 20мм;
Толщина предподгибки 1500мм * 17мм;
Диаметр обечайки 1,425мм;
Предел текучести материала 360Н/мм2 Толщина гибки 1500мм * 17мм;
Толщина предподгибки 1500мм * 13мм;
Диаметр обечайки 400;
Предел текучести материала 360Н/мм2;

-
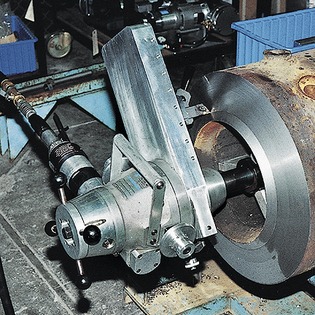
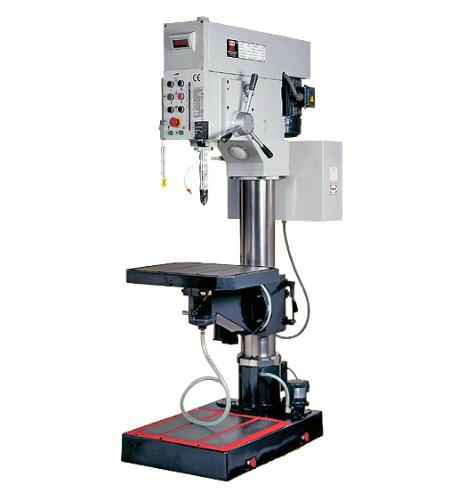
Станок сверлильный B-1850FE/400. Максимальный Ø отверстия 50мм.
-
Станок токарно-винторезный CU1000, Максимальный Ø заготовки 500мм.>

-
Станок ленточнопильный «Transverse 610.440 DGH» - 2 единицы. Максимальное сечение заготовки при распиловки 440х440мм

-
Гидравлическая машина для обработки стали «MULTI 60». Резка ножницами полосы 350х16мм; пробивка отверстий Ø24 х толщина 15мм.

-
Универсальный источник сварочного тока инверторного типа ESAB Origo Mig 4001i для ручной и полуавтоматической сварки, в комплекте с портативными механизмами подачи проволоки ESAB Origo Feed 3004 с питанием от дуги.


-
Универсальный источник сварочного тока инверторного типа Invertec V-350PRO для ручной и полуавтоматической сварки, в комплекте с портативными механизмами подачи проволоки LN-25 и LN-15 с питанием от дуги


-
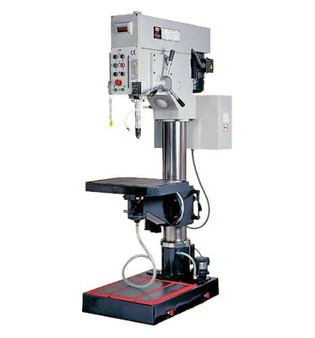
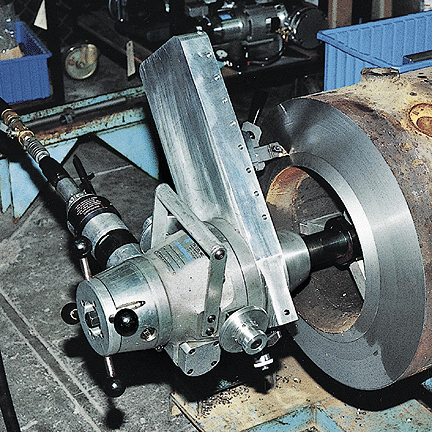
Портативная установка для обработки кромок труб (гидравлический привод) BEVEL MASTER 224В для обработки кромки трубы Ø 8"- Ø 24", комплект для обработки фланцев, расширитель комплекта (позволяет увеличивать внутренний диаметр до 42"
-
Портативная установка для обработки кромок труб (пневматический привод) 614RBL для резки труб Ø7"- Ø 14" рабочих трубопроводов и обработки кромок с использованием внешних центраторов.











Проекты:
-
ООО "Стройгазконсалтинг", г. Южно-Сахалинск
УКПГ в составе стройки «Обустройство Киринского ГКМ» Изготовление металлоконструкций различной сложности для проведения строительно-монтажных работ в рамках объекта строительства "Обустройство Киринского ГКМ".
ООО "Оренбург ПМ", г. Южно-Сахалинск
Изготовление металлоконструкций для строительства объекта "Крытая холодная подкрановая эстакада в г. Оха".
ООО "МРТС инжиниринг", г. Южно-Сахалинск
Изготовление крупногабаритных защитных металлоконструкций для объектов подводного сбора газов в составе инвестиционного проекта "Обустройство Киринского ГКМ".
ООО "Модерн Машинери Фар Ист", г. Южно-Сахалинск
Изготовление металлоконструкций для строительства объекта "Здание склада по пр. Мира 1-Г в г. Южно-Сахалинске".
FLUOR, г. Южно-Сахалинск
Резка, сборка, сварка труб и трубных узлов, проведение термообработки, неразрушающего контроля сварных соединений, абразивоструйная обработка поверхностей труб, нанесение антикоррозионного покрытия, и упаковка готовых изделий с дальнейшей транспортировкой.
ООО "ВСК ВЕКО", г. Южно-Сахалинск
Изготовление металлоконструкций площадок обслуживания БКП Чайво.